
Page 16 - Turning_catalog_INCH_2022_45_P691-914
P. 16
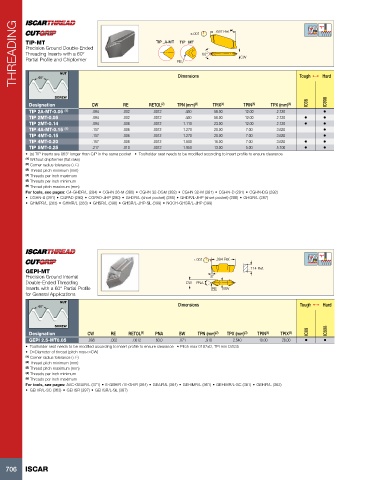
THREADING TIP-MT NUT TIP _A-MT RE TIP _MT 60° .697 Ref. (a) CW
±.001
Precision Ground Double-Ended
Threading Inserts with a 60°
Partial Profile and Chipformer
60° Dimensions Tough 1 Hard
SCREW
Designation CW RE RETOL (2) TPN (mm) (3) TPIX (4) TPIN (5) TPX (mm) (6) IC08 IC908
TIP 2A-MT-0.05 (1) .094 .002 .0012 .450 56.00 12.00 2.120 •
TIP 2MT-0.05 .094 .002 .0012 .450 56.00 12.00 2.120 • •
TIP 2MT-0.14 .094 .006 .0012 1.110 23.00 12.00 2.120 • •
TIP 4A-MT-0.15 (1) .157 .006 .0012 1.270 20.00 7.00 3.630 •
TIP 4MT-0.15 .157 .006 .0012 1.270 20.00 7.00 3.630 •
TIP 4MT-0.20 .157 .008 .0012 1.600 16.00 7.00 3.630 • •
TIP 5MT-0.25 .217 .010 .0012 1.950 13.00 5.00 5.100 • •
• (a) TIP inserts are 063" longer than GIP in the same pocket • Toolholder seat needs to be modified according to insert profile to ensure clearance
(1) Without chipformer (flat rake)
(2) Corner radius tolerance (+/-)
(3) Thread pitch minimum (mm)
(4) Threads per inch maximum
(5) Threads per inch minimum
(6) Thread pitch maximum (mm)
For tools, see pages: C#-GHDR/L (284) • CGHN 26-M (380) • CGHN 32-DGM (382) • CGHN 32-M (381) • CGHN-D (291) • CGHN-DG (292)
• CGHN-S (291) • CGPAD (290) • CGPAD-JHP (290) • GHDR/L (short pocket) (285) • GHDR/L-JHP (short pocket) (286) • GHGR/L (287)
• GHMPR/L (283) • GHMR/L (283) • GHSR/L (398) • GHSR/L-JHP-SL (399) • NQCH-GHSR/L-JHP (399)
±.001 .394 Ref.
GEPI-MT .114 Ref.
Precision Ground Internal 8˚
Double-Ended Threading CW PNA
Inserts with a 60° Partial Profile RE BW
for General Applications
NUT
60° Dimensions Tough 1 Hard
SCREW
Designation CW RE RETOL (1) PNA BW TPN (mm) (2) TPX (mm) (3) TPIN (4) TPIX (5) IC08 IC908
GEPI 2.5-MT0.05 .098 .002 .0012 60.0 .071 .910 2.540 10.00 28.00 • •
• Toolholder seat needs to be modified according to insert profile to ensure clearance • Pitch max 0187xD, TPI min D/535
• D=Diameter of thread (pitch max<=CW)
(1) Corner radius tolerance (+/-)
(2) Thread pitch minimum (mm)
(3) Thread pitch maximum (mm)
(4) Threads per inch minimum
(5) Threads per inch maximum
For tools, see pages: AVC-GEAIR/L (371) • E-GEHIR / E-GHIR (364) • GEAIR/L (364) • GEHIMR/L (361) • GEHIMR/L-SC (361) • GEHIR/L (362)
• GEHIR/L-SC (363) • GEHSR (397) • GEHSR/L-SL (397)
706 ISCAR