
Page 19 - Turning_catalog_INCH_2022_45_P113-260
P. 19
80°
95 º 95°
WNMG-VL L 95°
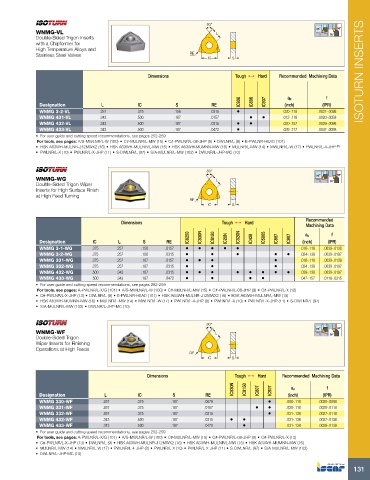
Double-Sided Trigon Inserts
with a Chipformer for
High Temperature Alloys and
Stainless Steel Valves RE
IC S
Dimensions Tough 1 Hard Recommended Machining Data ISOTURN INSERTS
IC908 IC806 IC907 ap f
Designation L IC S RE (inch) (IPR)
WNMG 3-2-VL .257 .375 .156 .0315 • .020-.118 .0027-.0098
WNMG 431-VL .343 .500 .187 .0157 • • .012-.118 .0020-.0059
WNMG 432-VL .343 .500 .187 .0315 • • .020-.157 .0039-.0098
WNMG 433-VL .343 .500 .187 .0472 • .039-.177 .0047-.0098
• For user guide and cutting speed recommendations, see pages 252-259
For tools, see pages: A/S-MWLNR/L-W (100) • C#-MULNR/L-MW (15) • C#-PWLNR/L-08-JHP (9) • DWLNR/L (9) • E-PWLNR-HEAD (101)
• HSK A63WH-MULNR-J12MWX2 (16) • HSK A63WH-MULNR/L-MW (15) • HSK A63WH-MUMNN-MW (16) • MULNR/L-MW (14) • MWLNR/L-W (17) • PWLNR/L-4-JHP (8)
• PWLNR/L-X (10) • PWLNR/L-X-JHP (11) • S-DWLNR/L (97) • S/A-MULNR/L-MW (102) • DWLNR/L-JHP-MC (10)
80°
WNMG-WG L 95 º 95° 95°
Double-Sided Trigon Wiper
Inserts for High Surface Finish
at High Feed Turning
RE
IC S
Dimensions Tough 1 Hard Recommended
Machining Data
IC8250 IC530N IC8150 IC20N IC520N IC428 IC5005 IC807 IC907 ap f
Designation IC L S RE (inch) (IPR)
WNMG 3-1-WG .375 .257 .156 .0157 • • • • • .016-.118 .0039-.0138
WNMG 3-2-WG .375 .257 .156 .0315 • • • • • .024-.138 .0039-.0197
WNMG 331-WG .375 .257 .187 .0157 • • • • .016-.118 .0039-.0138
WNMG 332-WG .375 .257 .187 .0315 • • • .024-.138 .0039-.0197
WNMG 432-WG .500 .343 .187 .0315 • • • • • • • • .039-.138 .0039-.0197
WNMG 433-WG .500 .343 .187 .0472 • • • • .047-.157 .0118-.0315
• For user guide and cutting speed recommendations, see pages 252-259
For tools, see pages: A-PWLNR/L-X/G (101) • A/S-MWLNR/L-W (100) • C#-MULNR/L-MW (15) • C#-PWLNR/L-08-JHP (9) • C#-PWLNR/L-X (12)
• C#-PWLNR/L-X-JHP (13) • DWLNR/L (9) • E-PWLNR-HEAD (101) • HSK A63WH-MULNR-J12MWX2 (16) • HSK A63WH-MULNR/L-MW (15)
• HSK A63WH-MUMNN-MW (16) • MULNR/L-MW (14) • MWLNR/L-W (17) • PWLNR/L-4-JHP (8) • PWLNR/L-X (10) • PWLNR/L-X-JHP (11) • S-DWLNR/L (97)
• S/A-MULNR/L-MW (102) • DWLNR/L-JHP-MC (10)
80°
WNMG-WF L 95 º 95° 95°
Double-Sided Trigon
Wiper Inserts for Finishing
Operations at High Feeds
RE
IC S
Dimensions Tough 1 Hard Recommended Machining Data
IC530N IC8150 IC807 IC907 ap f
Designation L IC S RE (inch) (IPR)
WNMG 330-WF .257 .375 .187 .0079 • .008-.118 .0020-.0098
WNMG 331-WF .257 .375 .187 .0157 • • .020-.118 .0020-.0118
WNMG 332-WF .257 .375 .187 .0315 • .031-.138 .0027-.0118
WNMG 432-WF .343 .500 .187 .0315 • • .031-.138 .0027-.0138
WNMG 433-WF .343 .500 .187 .0472 • .031-.138 .0028-.0138
• For user guide and cutting speed recommendations, see pages 252-259
For tools, see pages: A-PWLNR/L-X/G (101) • A/S-MWLNR/L-W (100) • C#-MULNR/L-MW (15) • C#-PWLNR/L-08-JHP (9) • C#-PWLNR/L-X (12)
• C#-PWLNR/L-X-JHP (13) • DWLNR/L (9) • HSK A63WH-MULNR-J12MWX2 (16) • HSK A63WH-MULNR/L-MW (15) • HSK A63WH-MUMNN-MW (16)
• MULNR/L-MW (14) • MWLNR/L-W (17) • PWLNR/L-4-JHP (8) • PWLNR/L-X (10) • PWLNR/L-X-JHP (11) • S-DWLNR/L (97) • S/A-MULNR/L-MW (102)
• DWLNR/L-JHP-MC (10)
131