
Page 20 - Turning_catalog_INCH_2022_45_P691-914
P. 20
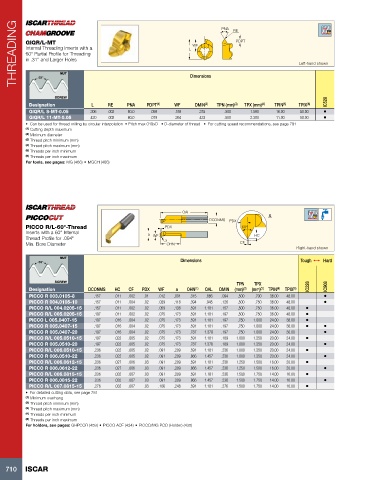
THREADING GIQR/L-MT NUT L Dimensions PNA RE PDPT Left-hand shown
WF
Internal Threading Inserts with a
60° Partial Profile for Threading
in .31" and Larger Holes
60°
SCREW
Designation L RE PNA PDPT (1) WF DMIN (2) TPN (mm) (3) TPX (mm) (4) TPIN (5) TPIX (6) IC528
GIQR/L 8-MT-0.05 .306 .002 60.0 .059 .189 .315 .500 1.590 16.00 50.00 •
GIQR/L 11-MT-0.05 .420 .002 60.0 .079 .264 .433 .500 2.300 11.00 50.00 •
• Can be used for thread milling by circular interpolation • Pitch max 019xD • D-diameter of thread • For cutting speed recommendations, see page 781
(1) Cutting depth maximum
(2) Minimum diameter
(3) Thread pitch minimum (mm)
(4) Thread pitch maximum (mm)
(5) Threads per inch minimum
(6) Threads per inch maximum
For tools, see pages: MG (466) • MGCH (466)
OAL
DCONMS PDX X
PICCO R/L-60°-Thread PDX 60°
Inserts with a 60° Internal a
Thread Profile for .094" WF x HC
Min. Bore Diameter OHN CF
Right-hand shown
NUT
60° Dimensions Tough 1 Hard
SCREW
TPN TPX IC228 IC908
Designation DCONMS HC CF PDX WF a OHN (1) OAL DMIN (mm) (2) (mm) (3) TPIN (4) TPIX (5)
PICCO R 003.0105-8 .157 .011 .002 .01 .012 .091 .315 .866 .094 .500 .700 36.00 48.00 •
PICCO R 004.0105-10 .157 .011 .004 .02 .039 .118 .394 .945 .126 .500 .750 36.00 48.00 •
PICCO R/L 004.0205-15 .157 .011 .002 .02 .059 .138 .591 1.181 .157 .500 .750 36.00 48.00 •
PICCO R/L 005.0205-15 .197 .011 .002 .02 .075 .173 .591 1.181 .197 .500 .750 36.00 48.00 •
PICCO L 005.0407-15 .197 .016 .004 .02 .075 .173 .591 1.181 .197 .750 1.000 24.00 36.00 •
PICCO R 005.0407-15 .197 .016 .004 .02 .075 .173 .591 1.181 .197 .750 1.000 24.00 36.00 • •
PICCO R 005.0407-20 .197 .016 .004 .02 .075 .173 .787 1.378 .197 .750 1.000 24.00 36.00 •
PICCO R/L 005.0510-15 .197 .022 .005 .02 .075 .173 .591 1.181 .189 1.000 1.250 20.00 24.00 •
PICCO R 005.0510-20 .197 .022 .005 .02 .075 .173 .787 1.378 .189 1.000 1.250 20.00 24.00 •
PICCO R/L 006.0510-15 .236 .022 .005 .02 .091 .209 .591 1.181 .236 1.000 1.250 20.00 24.00 •
PICCO R 006.0510-22 .236 .022 .005 .02 .091 .209 .866 1.457 .236 1.000 1.250 20.00 24.00 •
PICCO R/L 006.0612-15 .236 .027 .006 .03 .091 .209 .591 1.181 .236 1.250 1.500 16.00 20.00 •
PICCO R 006.0612-22 .236 .027 .006 .03 .091 .209 .866 1.457 .236 1.250 1.500 16.00 20.00 •
PICCO R/L 006.0815-15 .236 .032 .007 .03 .091 .209 .591 1.181 .236 1.500 1.750 14.00 16.00 •
PICCO R 006.0815-22 .236 .032 .007 .03 .091 .209 .866 1.457 .236 1.500 1.750 14.00 16.00 •
PICCO R/L 007.0815-15 .276 .032 .007 .03 .106 .248 .591 1.181 .276 1.500 1.750 14.00 16.00 •
• For detailed cutting data, see page 781
(1) Minimum overhang
(2) Thread pitch minimum (mm)
(3) Thread pitch maximum (mm)
(4) Threads per inch minimum
(5) Threads per inch maximum
For holders, see pages: GHPCOR (459) • PICCO ACE (434) • PICCO/MG PCO (Holder) (435)
710 ISCAR